咨询热线
400-086-0537
notice最新公告
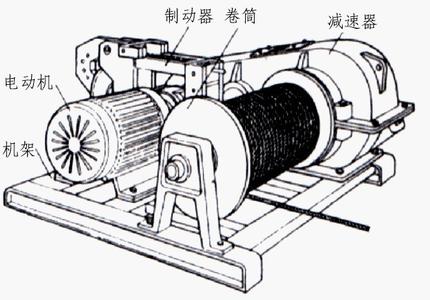
绞车中双速绞车的减速器为安装的第一步, 那么在装配该部分时,我们应该按什么程序进行装配呢?
绞车中双速绞车的减速器为安装的第一步, 那么在装配该部分时,我们应该按什么程序进行装配呢?
1、先将齿轮轴、二轴、三轴,过桥轮轴各组件分别进行装配,然后依次将各组件装在下箱体上。
2、调速装置的拨叉和拨块装配在一起后,在上箱体末与下箱体合箱之前装到滑移齿轮的环形槽上,待上下箱体合箱后再装调速装置的其他零件。调速手把应扳动自如。
3、齿轮轴正确的轴向位置调整可借助套杯与箱体间的调整垫片和齿轮轴上的圆螺母来实现,大锥齿轮正确的轴向位置调整可借助于二轴组件两端端盖与箱体间的两组调整垫片来实现。三轴和过桥齿轮轴组件上零件的正确轴向位置由轴端闷盖与箱体间的调整垫片来实现。
4、锥齿轮转动保证侧隙为0.16,闭式圆柱齿轮传动保证侧隙为0.230,过桥齿轮与开式小齿轮传动保证侧隙为0.210。
5、圆锥滚子轴的轴向游隙为0.050-0.100,调心滚子轴承的轴向游隙为0.050-0.080.
6、用图色法来检验斑点,锥齿轮按齿高与齿宽接触斑点都不小于60%,闭式直齿圆柱齿轮接触斑点沿齿高和齿宽均不小于45%,开式圆柱齿轮接触斑点沿齿高不小于40%,沿齿宽不小于50%。
7、最后将透气塞、透视盖、探油针及其他零部件装好,并按第四节规定加注润滑油和润滑脂。
以上就是绞车中双速绞车的减速器安装方法。山东中煤集团欢迎您的选购!